2023-04-19
据说,激光
是一束神奇的光!
是世界上最亮的光、
最快的刀、最准的尺!
激光的应用领域也非常宽广
激光焊接更是走在科技的前沿
那么,你,对Ta了解多少呢?
本期将为大家介绍下激光焊接的原理
1960年,科学家们经过不懈的研究获得了波长为0.6943μm(微米)的激光,这是人类有史以来获得的第一束激光。
什么是激光?
激光是指利用原子受激辐射的原理,使物质受激而产生的波长专一、方向一致和强度很高的光束,激光有四大特点。

什么是激光焊接?
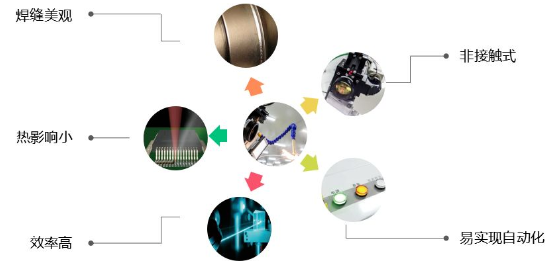
激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,是激光材料加工技术应用的重要方面之一。由于其独特的优点,已广泛应用于各行各业中。
激光焊接原理
激光焊接的原理可分为热传导型焊接和激光深熔焊接。
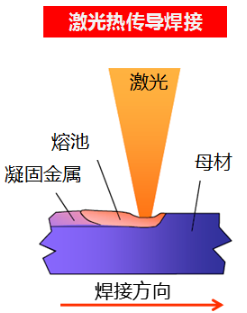
当激光照射在材料表面时,一部分激光被反射,一部分被材料吸收,将光能转化为热能而加热熔化,材料表面层的热以热传导的方式继续向材料深处传递,最后将两焊件熔接在一起。主要用于对薄(1mm左右)、小零件的焊接加工。
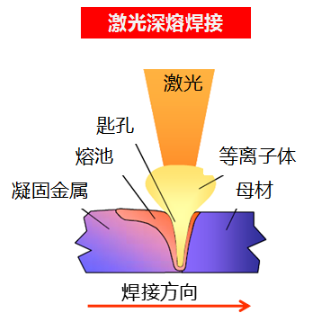
当功率密度比较大的激光束照射到材料表面时,材料被加热熔化至汽化,产生大量的金属蒸气,在蒸气退出表面时产生的反作用力下,使熔化的金属液体向四周排挤,形成凹坑,随着激光的继续照射,凹坑穿入更深,当激光停止照射后,凹坑周边的熔液回流,冷却凝固后将两焊件焊接在—起。深熔焊的特征在于高效率和快速的焊接速度,热影响区很小,畸变可控制在**限度,常用于需要深熔焊接或者多层材料需要同时焊接的应用中。
激光焊接主要工艺参数
影响激光焊接质量的工艺参数较多,如功率密度、激光脉冲波形、离焦量、焊接速度和辅助吹保护气等。
2.1激光功率密度
功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻十分有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在热传导型激光焊接中,功率密度范围在104-106W/cm2。
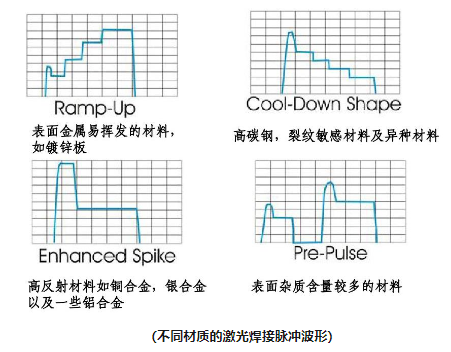
2.2激光脉冲波形
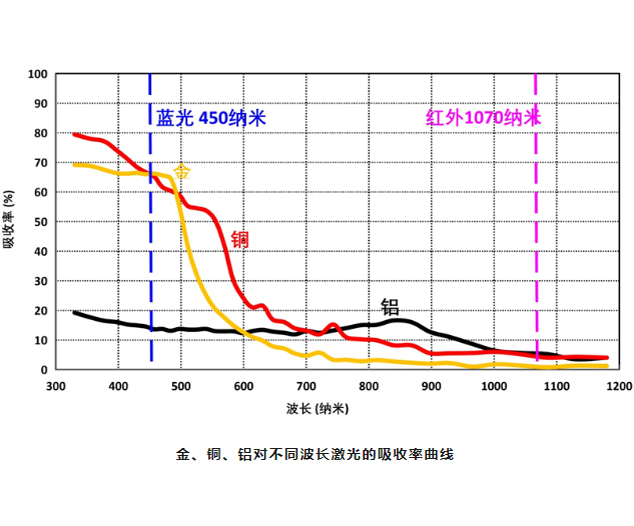
激光脉冲波形既是区别材料去除还是材料熔化的重要参数,也是决定加工设备体积及造价的关键参数。当高强度激光束射至材料表面,材料表面将会有60~90%的激光能量反射而损失掉,尤其是金、银、铜、铝、钛等材料反射强、传热快。一个激光脉冲讯号过程中,金属的反射率随时间而变化。当材料表面温度升高到熔点时,反射率会迅速下降,当表面处于熔化状态时,反射稳定于某一值。
2.3激光脉冲宽度
脉宽是脉冲激光焊接的重要参数。脉宽由熔深与热影响分区确定,脉宽越长热影响区越大,熔深随脉宽的1/2 次方增加。但脉冲宽度的增大会降低峰值功率,因此增加脉冲宽度一般用于热传导焊接方式,形成的焊缝尺寸宽而浅,尤其适合薄板和厚板的搭接焊。但是,较低的峰值功率会导致多余的热输入,每种材料都有一个可使熔深达到最大的**脉冲宽度。
2.4离焦量
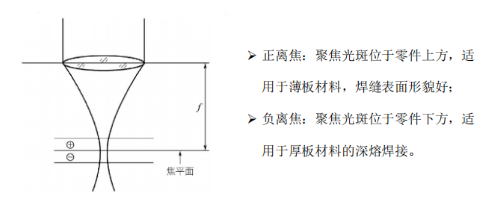
激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。
离焦方式有两种:
正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上的功率密度近似相同,但实际上所获得的熔池形状有一定差异。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
2.5焊接速度
焊接速度决定了焊接表面质量、熔深、热影响区等。焊接速度的快慢会影响单位时间内的热输入量,焊接速度过慢,则热输入量过大,导致工件烧穿,焊接速度过快,则热输入量过小,造成工件焊不透。通常采用降低焊接速度的方法来改善熔深。
2.6辅助吹保护气
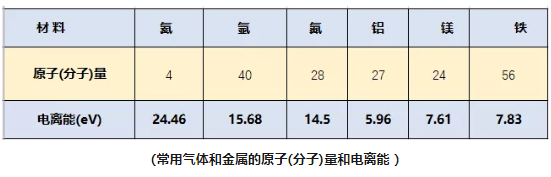
辅助吹保护气在高功率激光焊接中是必不可少的一道工序。一方面是为了防止金属材料溅射而污染聚焦镜;另一方面是为了防止焊接过程中产生的等离子体过多聚焦,阻挡激光到达材料表面。激光焊接过程常使用氦、氩、氮等气体保护熔池,使工件在焊接工程中免受氧化。保护气体种类和气流大小、吹气角度等因素对焊接结果有较大影响,不同的吹气方法也会对焊接质量产生一定的影响。
氦气不易电离(电离能量较高),可让激光顺利通过,光束能量不受阻碍地直达工件表面。这是激光焊接时使用最有效的保护气体,但价格比较贵。
氩气比较便宜,密度较大,所以保护效果较好。但它易受高温金属等离子体电离,结果屏蔽了部分光束射向工件,减少了焊接的有效激光功率,也损害焊接速度与熔深。使用氩气保护的焊件表面要比使用氦气保护时来得光滑。
氮气作为保护气体***,但对某些类型不锈钢焊接时并不适用,主要是由于冶金学方面问题,如吸收,有时会在搭接区产生气孔。
结论
综上所述,激光焊接完全可以代替传统焊接。激光焊接设备具有:操作简单,焊接速度快,焊缝处美观亮白等等优点,在市场上得到一致好评。